
Relationships between the Decomposition Behaviour of Renewable Fibres and Their Reinforcing Effect in Composites Processed at High Temperatures



Abstract
:1. Introduction
2. Materials
2.1. Material Preparation
2.1.1. Milling
2.1.2. Pelletising
2.1.3. Compounding
2.1.4. Injection Moulding
2.2. Characterisation
2.2.1. Simultaneous TGA/DSC
2.2.2. Optical Microscopy
2.2.3. Colorimetry
2.2.4. Tensile Tests
2.2.5. Charpy Impact Tests
2.2.6. Dynamic Mechanical Analysis
2.2.7. Melt Flow Rate
3. Results
3.1. Simultaneous TGA/DSC
3.1.1. Non-Isothermal Measurements of Fibres
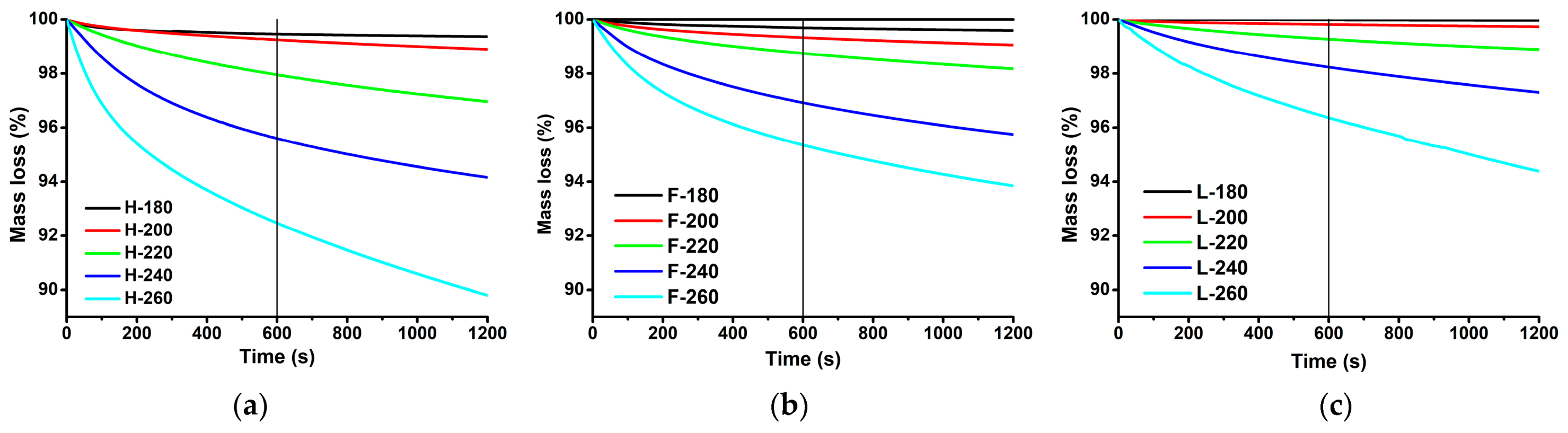
3.1.2. Isothermal Measurements of Fibres
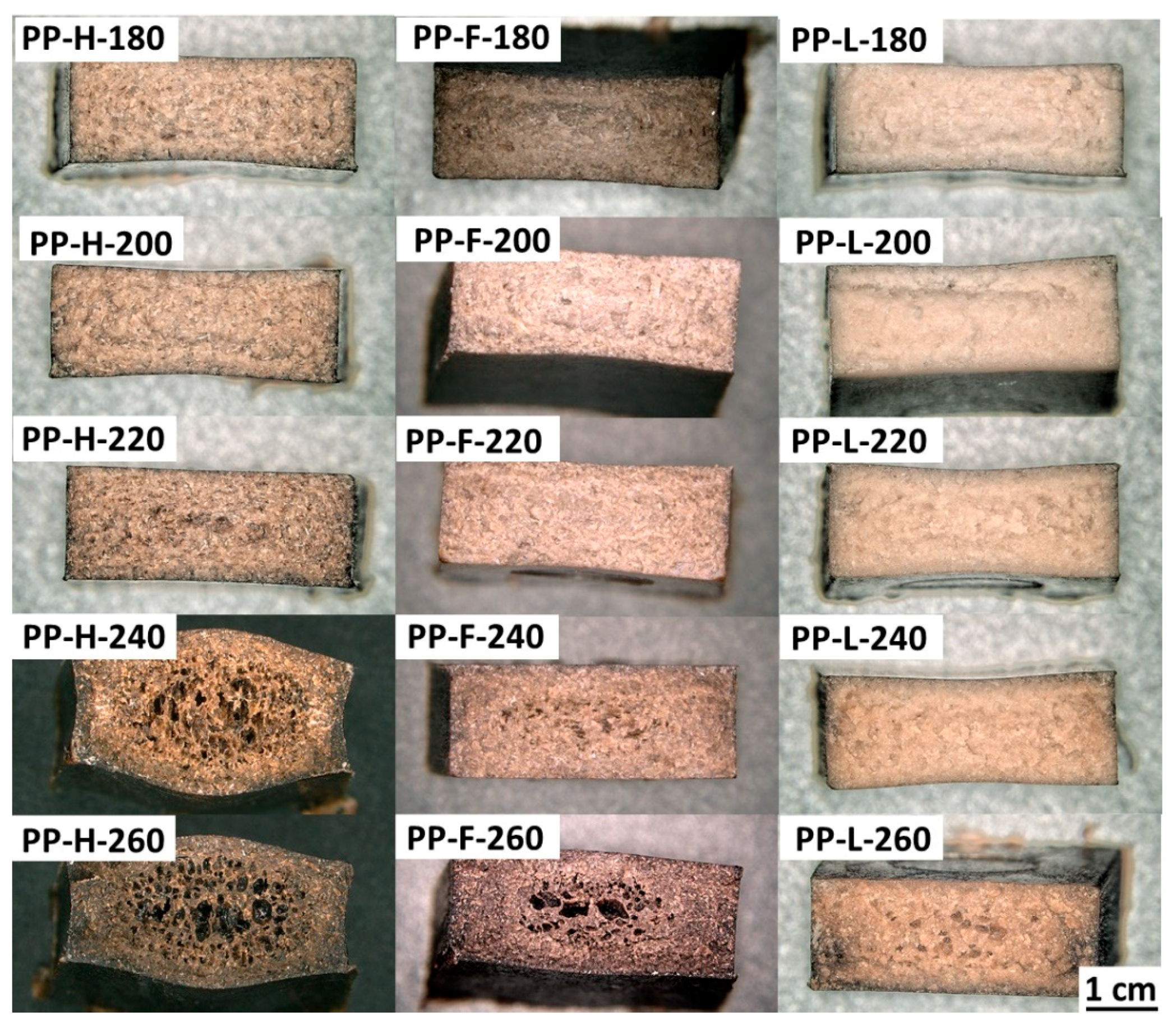
3.2. Optical Microscopy
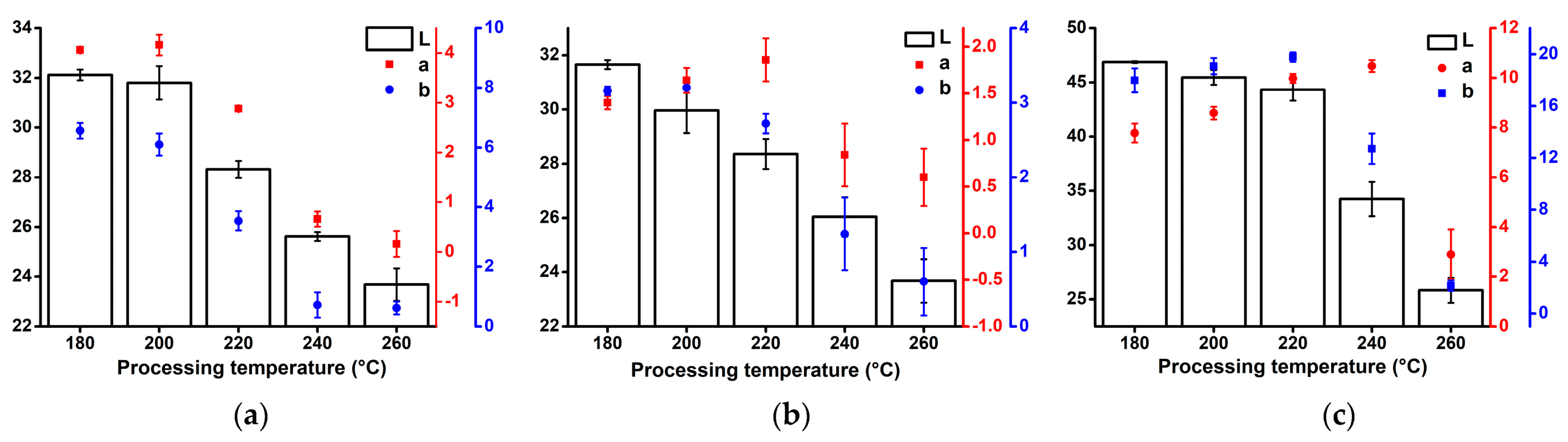
3.3. Colorimetry
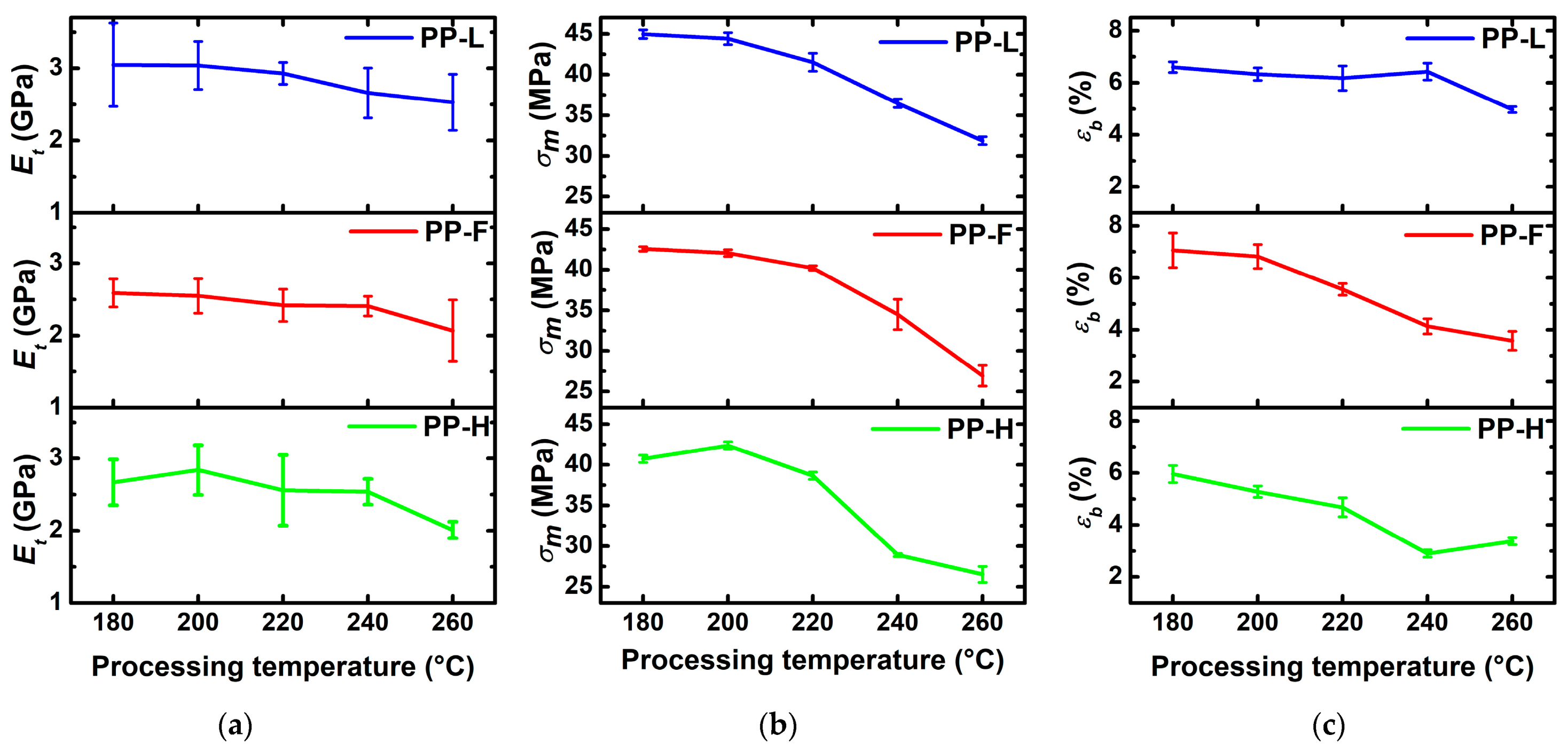
3.4. Tensile Tests
3.5. Charpy Impact Test
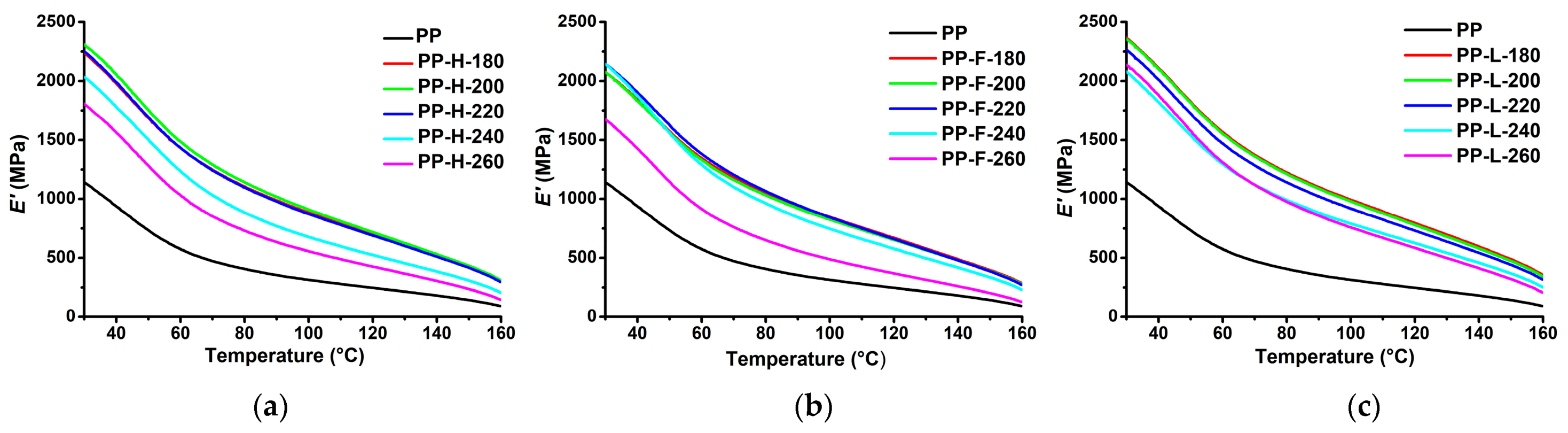
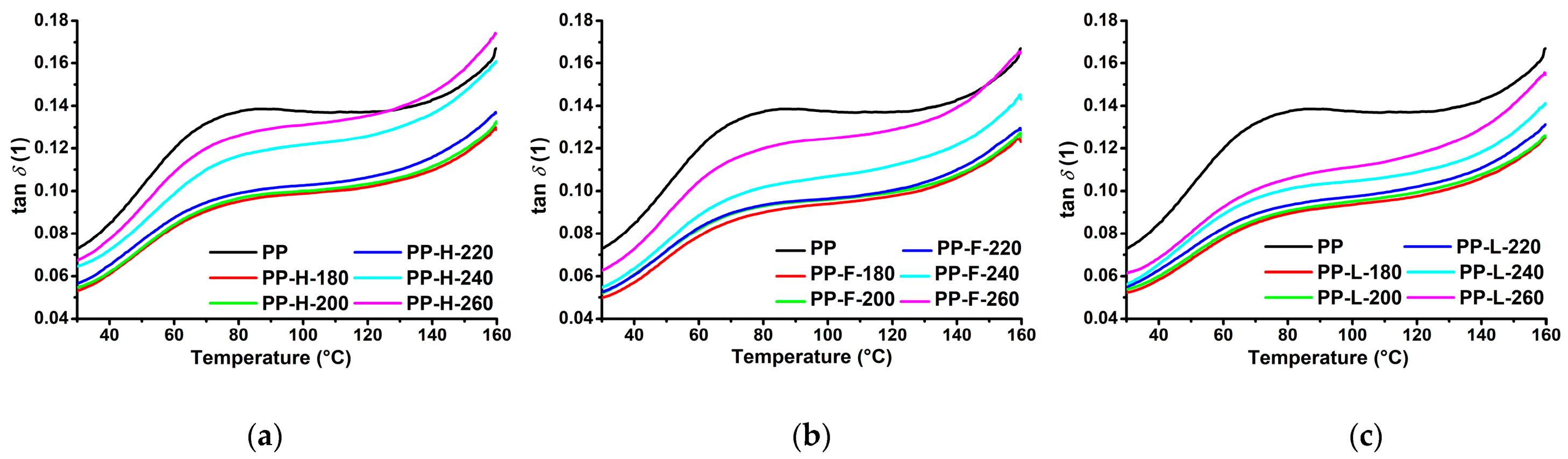
3.6. Dynamic Mechanical Analysis
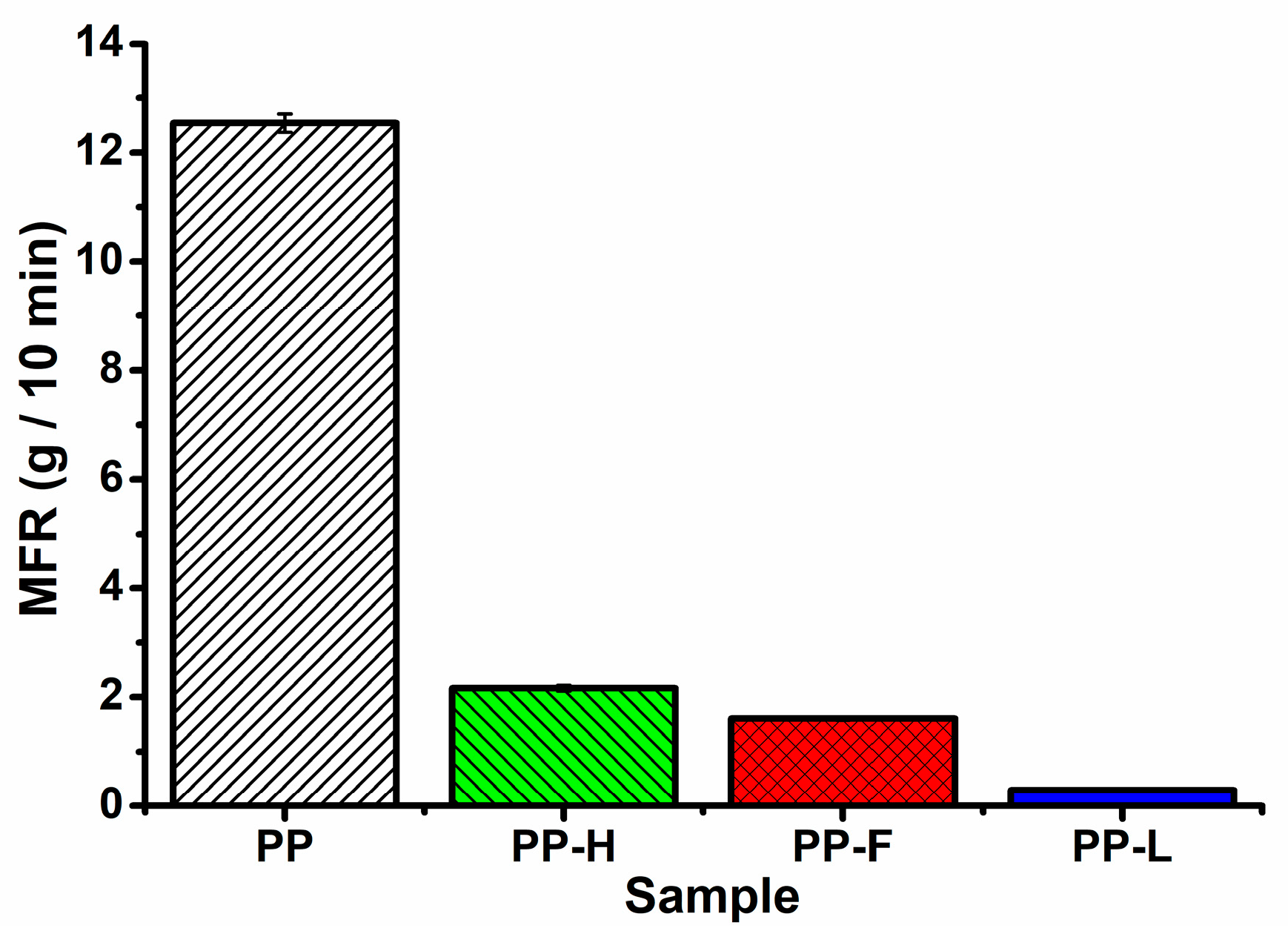
3.7. Melt Flow Rate
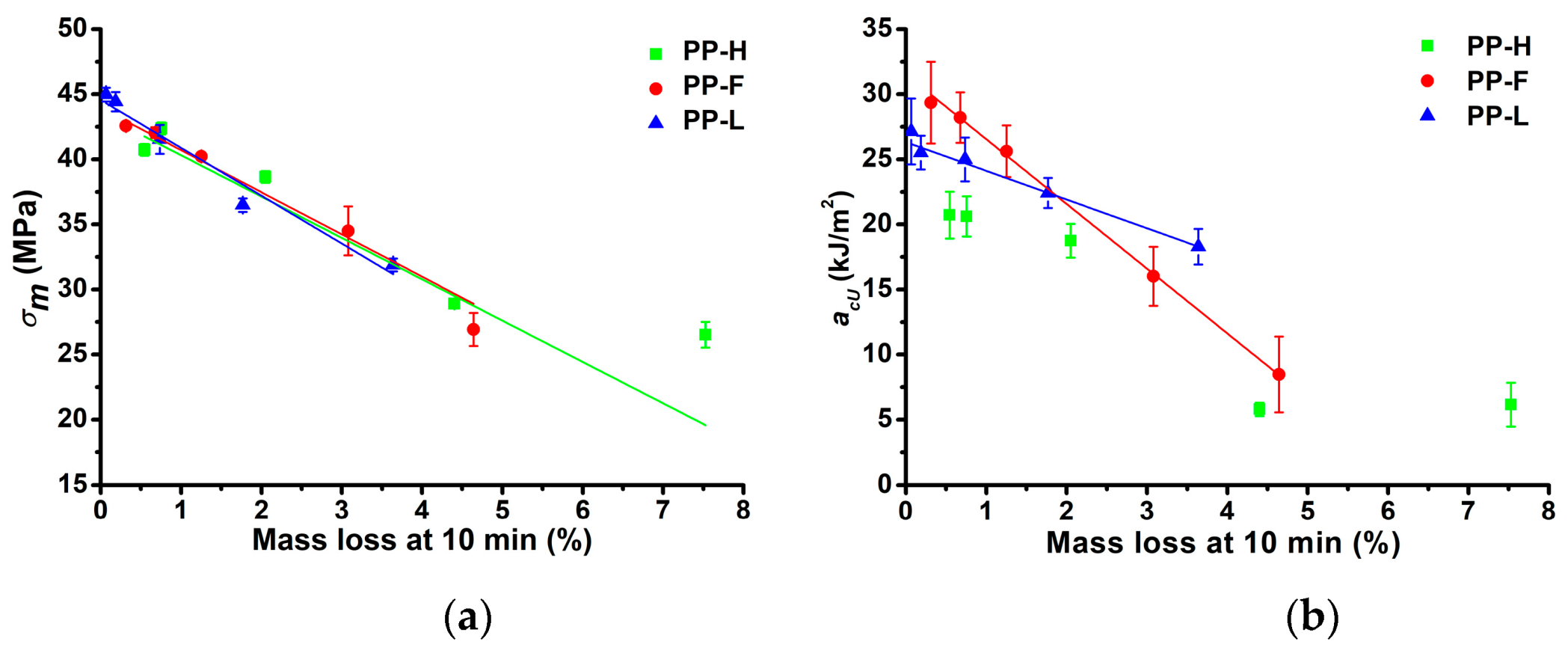
3.8. Relationships between Thermal Properties of Fibres and Mechanical Properties of Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pickering, K.L.; Efendy, M.G.A.; Le, T.M. A review of recent developments in natural fibre composites and their mechanical performance. Compos. Part A Appl. Sci. Manuf. 2016, 83, 98–112. [Google Scholar] [CrossRef] [Green Version]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 1–16. [Google Scholar] [CrossRef] [Green Version]
- Peças, P.; Carvalho, H.; Salman, H.; Leite, M. Natural fibre composites and their applications: A review. J. Compos. Sci. 2018, 2, 66. [Google Scholar] [CrossRef] [Green Version]
- Bari, E.; Sistani, A.; Morrell, J.J.; Pizzi, A.; Akbari, M.R.; Ribera, J. Current Strategies for the Production of Sustainable Biopolymer Composites. Polymer 2021, 13, 2878. [Google Scholar] [CrossRef] [PubMed]
- Jacobson, R.; Caulfield, D.; Sears, K.; Underwood, J.; Caufield, J. Low Temperature Processing of Ultra-Pure Cellulose Fibers into Nylon 6 and Other Thermoplastics. In Sixth International Conference on Woodfiber-Plastic Composites: May 15–16, 2001; Forest Products Society: Madison, WI, USA, 2002; pp. 127–133. [Google Scholar]
- Feldmann, M.; Bledzki, A.K. Bio-based polyamides reinforced with cellulosic fibres—Processing and properties. Compos. Sci. Technol. 2014, 100, 113–120. [Google Scholar] [CrossRef]
- Gemmeke, N.; Feldmann, M.; Heim, H.P. Processing and characterization of engineering biocomposites based on polybutylenterephthalat (PBT) and polytrimethylentherephthalat (PTT) with regenerated cellulose fibers modified with maleic anhydride grafted polyethylene as a processing agent. Compos. Part A Appl. Sci. Manuf. 2019, 118, 327–335. [Google Scholar] [CrossRef]
- Codou, A.; Guigo, N.; van Berkel, J.G.; de Jong, E.; Sbirrazzuoli, N. Preparation and crystallization behavior of poly(ethylene 2,5-furandicarboxylate)/cellulose composites by twin screw extrusion. Carbohydr. Polym. 2017, 174, 1026–1033. [Google Scholar] [CrossRef] [PubMed]
- Radzik, P.; Leszczyńska, A.; Pielichowski, K. Modern biopolyamide-based materials: Synthesis and modification. Polym. Bull. 2020, 77, 501–528. [Google Scholar] [CrossRef] [Green Version]
- Ogunsona, E.O.; Codou, A.; Misra, M.; Mohanty, A.K. A critical review on the fabrication processes and performance of polyamide biocomposites from a biofiller perspective. Mater. Today Sustain. 2019, 5, 100014. [Google Scholar] [CrossRef]
- Jones, D.; Ormondroyd, G.O.; Curling, S.F.; Popescu, C.M.; Popescu, M.C. Chemical compositions of natural fibres. In Advanced High Strength Natural Fibre Composites in Construction; Fan, M., Fu, F., Eds.; Woodhead Publishing: Sawston, UK, 2017; pp. 23–58. ISBN 9780081004302. [Google Scholar]
- Lee, C.H.; Khalina, A.; Lee, S.H.; Liu, M. A Comprehensive Review on Bast Fibre Retting Process for Optimal Performance in Fibre-Reinforced Polymer Composites. Adv. Mater. Sci. Eng. 2020, 2020, 1–27. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Gassan, J. Composites reinforced with cellulose based fibres. Prog. Polym. Sci. 1999, 24, 221–274. [Google Scholar] [CrossRef]
- Stevulova, N.; Estokova, A.; Cigasova, J.; Schwarzova, I.; Kacik, F.; Geffert, A. Thermal degradation of natural and treated hemp hurds under air and nitrogen atmosphere. J. Therm. Anal. Calorim. 2017, 128, 1649–1660. [Google Scholar] [CrossRef] [Green Version]
- Yang, P.; Kokot, S. Thermal analysis of different cellulosic fabrics. J. Appl. Polym. Sci. 1996, 60, 1137–1146. [Google Scholar] [CrossRef]
- Feldmann, M. The effects of the injection moulding temperature on the mechanical properties and morphology of polypropylene man-made cellulose fibre composites. Compos. Part A Appl. Sci. Manuf. 2016, 87, 146–152. [Google Scholar] [CrossRef]
- Forsgren, L.; Berglund, J.; Thunberg, J.; Rigdahl, M.; Boldizar, A. Injection Molding and Appearance of Cellulose-Reinforced Composites. Polym. Eng. Sci. 2020, 60, 5–12. [Google Scholar] [CrossRef]
- Bengtsson, M.; Le Baillif, M.; Oksman, K. Extrusion and mechanical properties of highly filled cellulose fibre-polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2007, 38, 1922–1931. [Google Scholar] [CrossRef]
- Moriana, R.; Vilaplana, F.; Karlsson, S.; Ribes, A. Correlation of chemical, structural and thermal properties of natural fibres for their sustainable exploitation. Carbohydr. Polym. 2014, 112, 422–431. [Google Scholar] [CrossRef]
- Basch, A.; Lewin, M. Influence of fine structure on the pyrolysis of cellulose III. The influence of orientation. J. Polymer Sci. Polymer Chem. Ed. 1974, 2063, 2053–2063. [Google Scholar] [CrossRef]
- Ishak, M.R.; Sapuan, S.M.; Leman, Z.; Rahman, M.Z.A.; Anwar, U.M.K. Characterization of sugar palm (Arenga pinnata) fibres Tensile and thermal properties. J. Therm. Anal. Calorim. 2012, 109, 981–989. [Google Scholar] [CrossRef]
- Quintana, E.; Valls, C.; Barneto, A.G.; Vidal, T.; Ariza, J.; Roncero, M.B. Studying the effects of laccase treatment in a softwood dissolving pulp: Cellulose reactivity and crystallinity. Carbohydr. Polym. 2015, 119, 53–61. [Google Scholar] [CrossRef] [Green Version]
- Focher, B.; Palma, M.T.; Canetti, M.; Torri, G.; Cosentino, C.; Gastaldi, G. Structural differences between non-wood plant celluloses: Evidence from solid state NMR, vibrational spectroscopy and X-ray diffractometry. Ind. Crops Prod. 2001, 13, 193–208. [Google Scholar] [CrossRef]
- Segal, L.; Creely, J.J.; Martin, A.E.; Conrad, C.M. An Empirical Method for Estimating the Degree of Crystallinity of Native Cellulose Using the X-Ray Diffractometer. Text. Res. J. 1959, 29, 786–794. [Google Scholar] [CrossRef]
- Öztürk, H.B.; Abu-Rous, M.; MacNaughtan, B.; Schuster, K.C.; Mitchell, J.R.; Bechtold, T. Changes in the inter- and intra- fibrillar structure of lyocell (TENCEL®) fibers after KOH treatment. Macromol. Symp. 2010, 294, 24–37. [Google Scholar] [CrossRef]
- Xu, Y.; Lu, Z.; Tang, R. Structure and thermal properties of bamboo viscose, Tencel and conventional viscose fiber. J. Therm. Anal. Calorim. 2007, 89, 197–201. [Google Scholar] [CrossRef]
- Pacaphol, K.; Aht-Ong, D. Preparation of hemp nanofibers from agricultural waste by mechanical defibrillation in water. J. Clean. Prod. 2017, 142, 1283–1295. [Google Scholar] [CrossRef]
- Fang, G.; Chen, H.G.; Chen, A.Q.; Mao, K.W.; Wang, Q. An Efficient Method of Bio-Chemical Combined Treatment for Obtaining High-Quality Hemp Fiber. BioResources 2017, 12, 1566–1578. [Google Scholar] [CrossRef] [Green Version]
- Csiszár, E.; Fekete, E. Microstructure and surface properties of fibrous and ground cellulosic substrates. Langmuir 2011, 27, 8444–8450. [Google Scholar] [CrossRef] [PubMed]
- Abdel-Halim, E.S.; Fahmy, H.M.; Fouda, M.M.G. Bioscouring of linen fabric in comparison with conventional chemical treatment. Carbohydr. Polym. 2008, 74, 707–711. [Google Scholar] [CrossRef]
- Stephens, C.H.; Whitmore, P.M. Comparison of the degradation behavior of cotton, linen, and kozo papers. Cellulose 2013, 20, 1099–1108. [Google Scholar] [CrossRef]
- Gacén, J.; Naik, A.; Cayuela, D.; Gacén, I. Tensile Parameters of Cellulosic Chemical Fibres as a Function of the Degree of Polymerization. J. Text. Inst. 2000, 91, 173–178. [Google Scholar] [CrossRef]
- Rachini, A.; Le Troedec, M.; Peyratout, C.; Smith, A. Comparison of the thermal degradation of natural, alkali-treated and silane-treated hemp fibers under air and an inert atmosphere. J. Appl. Polym. Sci. 2009, 112, 226–234. [Google Scholar] [CrossRef]
- Feldmann, M.; Heim, H.P.; Zarges, J.C. Influence of the process parameters on the mechanical properties of engineering biocomposites using a twin-screw extruder. Compos. Part A Appl. Sci. Manuf. 2016, 83, 113–119. [Google Scholar] [CrossRef]
- Facca, A.G.; Kortschot, M.T.; Yan, N. Predicting the elastic modulus of natural fibre reinforced thermoplastics. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1660–1671. [Google Scholar] [CrossRef]
- Facca, A.G.; Kortschot, M.T.; Yan, N. Predicting the tensile strength of natural fibre reinforced thermoplastics. Compos. Sci. Technol. 2007, 67, 2454–2466. [Google Scholar] [CrossRef]
- Thomason, J.L. The influence of fibre length and concentration on the properties of glass fibre reinforced polypropylene: 5. Injection moulded long and short fibre PP. Compos. Part A Appl. Sci. Manuf. 2002, 33, 1641–1652. [Google Scholar] [CrossRef]
- Sato, N.; Kurauchi, T.; Sato, S.; Kamigaito, O. Mechanism of fracture of short glass fibre-reinforced polyamide thermoplastic. J. Mater. Sci. 1984, 19, 1145–1152. [Google Scholar] [CrossRef]
- Boyd, R.H. Relaxation processes in crystalline polymers: Molecular interpretation—A review. Polymer (Guildf.) 1985, 26, 1123–1133. [Google Scholar] [CrossRef]
- Joseph, P.V.; Oommen, Z.; Joseph, K.; Thomas, S. Melt rheological behaviour of short sisal fibre reinforced polypropylene composites. J. Thermoplast. Compos. Mater. 2002, 15, 89–114. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zone | Die | 11 | 10 | 9 | 8 | 7 | 6 | 5 | 4 | 3 | 2 | 1 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Temperature (°C) | 190 | 195 | 200 | 200 | 190 | 190 | 190 | 180 | 180 | 170 | 160 | 150 |
| Temperature Setting | Nozzle (°C) | T4 (°C) | T3 (°C) | T2 (°C) | T1 (°C) |
|---|---|---|---|---|---|
| 180 °C | 180 | 170 | 160 | 150 | 140 |
| 200 °C | 200 | 190 | 180 | 170 | 160 |
| 220 °C | 220 | 210 | 200 | 190 | 180 |
| 240 °C | 240 | 230 | 220 | 210 | 200 |
| 260 °C | 260 | 250 | 240 | 230 | 220 |
| Parameter | Value |
|---|---|
| Injection velocity (mm/s) | 50 |
| Switch-over point (mm) | 6–9 |
| Metering stroke (mm) | 17 |
| Packing pressure (MPa) | 40 |
| Packing time (s) | 8 |
| Screw speed (min−1) | 100 |
| Backpressure (MPa) | 10 |
| Mould temperature (°C) | 20 |
| Rest cooling time (s) | 5 |
| Fibre | wm (%) | IDT (°C) | T5% (°C) | ΔY (%) | Td (°C) | Rd (min−1) | ΔHd1 (J/g) | ΔHd2 (J/g) | wc (%) | wa (%) |
|---|---|---|---|---|---|---|---|---|---|---|
| Hemp | 6.0 | 302.8 | 260.3 | 69.2 | 337.5 | 0.12 | 68.5 | −15.4 | 22.2 | 2.6 |
| Flax | 4.0 | 317.5 | 274.3 | 76.5 | 356.6 | 0.12 | −47.0 | / | 18.2 | 2.3 |
| Lyocell | 5.9 | 320.0 | 283.2 | 80.4 | 351.6 | 0.16 | −151.8 | / | 13.7 | 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slapnik, J.; Lucyshyn, T.; Pinter, G. Relationships between the Decomposition Behaviour of Renewable Fibres and Their Reinforcing Effect in Composites Processed at High Temperatures. Polymers 2021, 13, 4448. https://doi.org/10.3390/polym13244448
Slapnik J, Lucyshyn T, Pinter G. Relationships between the Decomposition Behaviour of Renewable Fibres and Their Reinforcing Effect in Composites Processed at High Temperatures. Polymers. 2021; 13(24):4448. https://doi.org/10.3390/polym13244448
Chicago/Turabian StyleSlapnik, Janez, Thomas Lucyshyn, and Gerald Pinter. 2021. "Relationships between the Decomposition Behaviour of Renewable Fibres and Their Reinforcing Effect in Composites Processed at High Temperatures" Polymers 13, no. 24: 4448. https://doi.org/10.3390/polym13244448